Hoe polypropyleen buizen te lassen (solderen)
Alle metalen buizen worden vaak vervangen door plastic buizen, met name gemaakt van polypropyleen. Ze hebben een lange levensduur (tot 50 jaar), roesten niet, rotten niet, wegen een beetje en je kunt ook alles met je eigen handen in elkaar zetten, zonder tussenkomst van specialisten. Het lassen van polypropyleen buizen vereist enige vaardigheid, maar het komt snel. Je kunt eerst oefenen met kleine versieringen en goedkope fittingen, en dan beginnen met het maken van serieuzere dingen.

Je kunt trouwens niet alleen sanitair of verwarming doen, maar ook veel noodzakelijke en nuttige dingen
De inhoud van het artikel
Typen en doel
Polypropyleen buizen zijn verkrijgbaar in vier kleuren: groen, grijs, wit en zwart. Alleen zwarte verschillen in kenmerken - ze hebben een verhoogde weerstand tegen ultraviolette straling en worden gebruikt voor het leggenIrrigatie systemen op de grond. Alle andere hebben vergelijkbare kenmerken en worden binnenshuis gelegd of in de grond begraven.
Op afspraak zijn polypropyleen buizen van de volgende typen:
- Voor koud water (temperatuur tot + 45 ° C). Ze zijn gemakkelijk te onderscheiden door de blauwe lengtestreep.
- Voor warmwatervoorziening (verwarming tot + 85 ° C). Een onderscheidend kenmerk is een rode streep.
- Universeel (maximale verwarming tot + 65-75 ° C, afhankelijk van de fabrikant). Twee strepen zijn naast elkaar aangebracht - blauw en rood.

Kleuren hebben geen invloed op de kenmerken

Er zijn leidingen met verschillende eigenschappen voor zowel koud als warm water. Dit komt tot uiting in de markering:
- PN10 worden uitsluitend gebruikt in koudwatertoevoersystemen (tot + 45 ° C) met lage druk (tot 1 MPa). Ze hebben een kleine wanddikte. Niet geschikt voor hoogbouw.
- PN16. Ze worden vaak als universeel bestempeld, maar worden vaker gebruikt voor koud water - ze zijn bestand tegen verhitting van het medium tot + 65 ° C en een druk tot 1,6 MPa.
- PN20. Dikwandige buizen die media met temperaturen tot + 80 ° C kunnen transporteren, zijn bestand tegen drukken tot 2 MPa. Gebruikt voor de distributie van warmwater- en verwarmingssystemen.
- PN25. Dit zijn versterkte polypropyleen buizen (folie of glasvezel). Door de aanwezigheid van een verstevigingslaag hebben ze vaak een kleinere wanddikte dan PN20. Gemiddelde verwarmingstemperatuur - tot + 95 ° C, druk - tot 2,5 MPa. Ze worden gebruikt voor warmwatervoorziening en verwarming.
Ze zijn allemaal verkrijgbaar in verschillende diameters - tot 600 mm, maar in appartementen en privéwoningen worden ze voornamelijk gebruikt in maten van 16 mm tot 110 mm. Merk op dat de binnendiameter wordt aangegeven als wanddiktes variëren.
Wat is lassen van polypropyleen buizen
Polypropyleen wordt gekenmerkt door een verhoogde stijfheid en fittingen van hetzelfde materiaal worden gebruikt om systemen met de vereiste configuratie te creëren. Dit zijn verschillende hoeken, T-stukken, bypasses, adapters, koppelingen, etc. Ze zijn verbonden met buizen door solderen. Dit proces wordt ook wel lassen genoemd, maar de essentie ervan verandert niet: twee elementen worden verwarmd tot de smelttemperatuur en worden in warme toestand met elkaar verbonden. Als het goed is gedaan, blijkt de verbinding monolithisch te zijn en dient deze niet minder dan de leidingen zelf.

Met fittingen voor polypropyleen buizen kunt u een systeem van elke configuratie maken
Om polypropyleen met metalen te verbinden, zijn er gecombineerde fittingen, waarbij een deel van metaal is en is verbonden met een schroefdraadverbinding, en de tweede - polypropyleen - is gelast.
Dan te solderen
Het lassen van polypropyleen buizen vindt plaats met behulp van een speciaal apparaat, een soldeerbout of een lasmachine.Het is een klein metalen platform met een elektrische spoel erin die het oppervlak opwarmt. Vanwege dit ontwerp wordt deze unit ook wel een strijkijzer genoemd.

Twee ontwerpen van PP-pijplasapparaat
Om twee elementen te verbinden, worden de te verbinden oppervlakken verwarmd tot de smelttemperatuur (+ 260 °). Om het element op de gewenste diepte te verwarmen, zijn er twee verschillende met teflon gecoate metalen nozzles op het lasplatform geïnstalleerd:
- een doorn (met een kleinere diameter) wordt gebruikt om het binnenoppervlak te verwarmen;
- een hoes wordt geplaatst om het buitenoppervlak te verwarmen.

Soldeermondstukken voor polypropyleen buizen

Twee te verbinden elementen worden gelijktijdig op de bijbehorende opzetstukken geplaatst, gedurende een bepaalde tijd (enkele seconden) vastgehouden en vervolgens verbonden. Dit is hoe polypropyleen buizen worden gelast.
Hoe te lassen
De ontwerpen van soldeerbouten voor polypropyleenbuizen zijn iets anders, maar de principes om ermee te werken zijn gebruikelijk. Er zijn twee basismodellen - vlak bed of cilindrische verwarming. Met normale kwaliteit werken beide, is er praktisch geen verschil. Voor wie het gemakkelijker is, dan kiezen ze.

Dit is een doorsnede van een goed gemaakte verbinding - als geheel
Voorbereidend werk
Voordat u aan het werk gaat, moet u de soldeerbout opwarmen, maar alles is hier niet zo eenvoudig. De volgorde van voorbereiding is als volgt:
- Eerst worden op het platform spuitmonden met een geschikte diameter geïnstalleerd.
- Een pen wordt in het gat van het platform geschroefd, een doorn en een huls worden van beide kanten erop gezet, aan beide kanten met moeren vastgedraaid.
- Als het verwarmingselement de vorm van een buis heeft, worden de spuitmonden ervoor verkocht op een plaat. De plaat wordt op het verwarmingselement geplaatst, de bevestigingsbout wordt vastgedraaid.
- De gewenste verwarmingstemperatuur wordt ingesteld op de regelaar. Voor polypropyleen buizen is de lastemperatuur + 260 ° C. We zetten het op de regulator, pluggen het in het netwerk.
- We wachten op het signaal van de ingestelde temperatuur. Sommige modellen hebben een pieptoon, maar meestal gaat de LED aan of uit (verschillende modellen variëren).
De soldeerbout is klaar om te werken. Maar u moet nog steeds buizen en fittingen voorbereiden. De eerste voorwaarde voor hoogwaardig lassen is een gelijkmatige snede. De incisie moet strikt verticaal zijn, zonder bramen en schuren. Zo'n snit kan worden verkregen met een speciale schaar. Ze hebben twee brede kaken aan de onderkant die de buis op zijn plaats houden en het snijgedeelte zit bovenaan.

Als je zo snijdt, zal de snede gelijkmatig en glad zijn.
De tweede voorwaarde voor het goed solderen van PP-buizen zijn schone, droge en vetvrije onderdelen. Als u wilt dat de watertoevoer of verwarming lang blijft werken en niet stroomt, mag u deze procedure niet overslaan. De afgesneden buis en de fitting worden gereinigd met alcohol of water en afwasmiddel. Daarna wachten ze tot alles droog is en pas daarna begint het soldeerproces.
Hoe lang om op te warmen
Bij het lassen moet polypropyleen strikt tot de vereiste temperatuur worden verwarmd. Oververhitting en onderverhitting verminderen de kwaliteit van de naad aanzienlijk. Een te oververhitte en verzachte buis past simpelweg niet in de fitting en een onvoldoende verhit materiaal smelt niet.
De opwarmtijd is afhankelijk van de buisdiameter, luchttemperatuur en wordt aangegeven in de tabel.
| Diameter buis van polypropyleen | Lasdiepte | Opwarmtijd | Lastijd | Afkoeltijd |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 sec | 6 sec | 2 minuten |
| 20 | 14-17 mm | 6 sec | 6 sec | 2 minuten |
| 25 | 15-19 mm | 7 sec | 10 sec | 2 minuten |
| 32 | 16-22 mm | 8 sec | 10 sec | 4 minuten |
| 40 | 18-24 mm | 12 sec | 20 sec | 4 minuten |
| 50 | 20-27 mm | 18 sec | 20 sec | 4 minuten |
| 63 | 24-30 mm | 24 seconden | 30 sec | 6 minuten |
| 75 | 26-32 mm | 30 sec | 30 sec | 6 minuten |
Over het algemeen is solderen mogelijk bij + 5 ° C, maar de gegevens worden gegeven voor + 20 ° C. Bij warmer weer wordt de houdtijd van de elementen op de soldeerbout met 30-60 seconden verminderd, bij kouder weer wordt deze langer.
Let op de kolom "diepte" van lassen in de tafel. Dit merkteken wordt op de buis geplaatst. Voordat het in de fitting moet worden gedrukt. Hierdoor ontstaat een kleine kraal van gesmolten kunststof voor de pasrand. Dit betekent dat de naad correct is gemaakt.
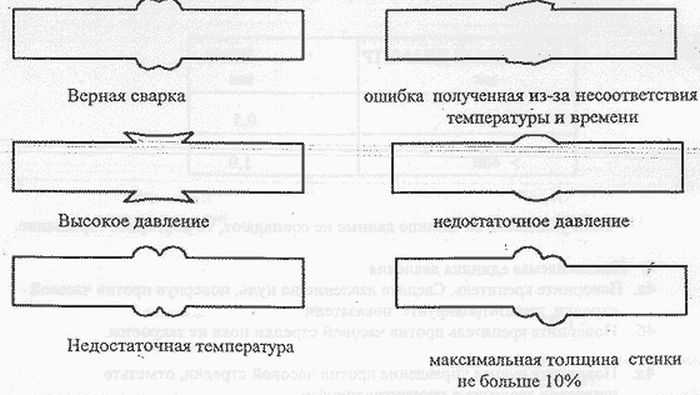
Fouten die kunnen optreden bij het lassen van polypropyleen buizen
Een andere kolom behoeft verduidelijking - "lastijd". Dit is de tijd waarvoor het nodig is om de gelaste elementen in te drukken en te fixeren.
Als u een koude buis in een fitting probeert te steken, zal dit over het algemeen grote problemen opleveren - de buitendiameter van de buis is iets groter dan de binnendiameter van de fitting. Dit is opzettelijk gedaan om wat overtollig materiaal te leveren, waaruit de kraal op de naad wordt gevormd. Om het lassen van polypropyleen buizen betrouwbaar te laten zijn, is het beter om alle componenten van één bedrijf te nemen. De afmetingen komen dus gegarandeerd overeen. Anders is het nodig om te passen - zodat de fitting niet "wegglijdt", maar met moeite wordt getrokken.
Technologie
Zoals reeds vermeld, moeten bij het lassen van polypropyleen buizen deze en fittingen worden gereinigd, ontvet en gedroogd. En pas daarna kun je beginnen met solderen.
Deze voorbereiding is geschikt voor alle soorten buizen behalve met folie versterkte buizen. In dit geval, nadat het gewenste stuk is afgesneden, wordt de snede met een speciaal apparaat - een scheerapparaat - op de folie gereinigd. Er wordt een buis in gestoken en meerdere keren gedraaid. Hiermee wordt de bovenste laag kunststof verwijderd, waarna u kunt ontvetten en solderen.

Met folie versterkte buizen snijden polypropyleen tot folie
Nadat het oppervlak is opgedroogd, wordt een markering op de buis getekend die de afstand aangeeft waarop deze in de fitting moet worden gedrukt (de gemakkelijkste manier is met een dunne stift of een geslepen eenvoudig potlood).

Markering van de lasdiepte
Stap voor stap polypropyleen solderen
Verder is de technologie van het lassen van PP-buizen als volgt:
- We plaatsen het afgesneden deel van de buis op de doorn, steken de fitting in de huls. Dit moet tegelijkertijd gebeuren, in laatste instantie wordt de fitting eerder aangebracht, aangezien deze een grote wanddikte heeft. De vertraging moet erg klein zijn.

We zetten de bijlagen op
- We ondersteunen de elementen gedurende de vereiste tijd.
- We verwijderen uit de spuitmonden, verbinden en drukken de buis in de fitting tot het merkteken. De verbinding is uitsluitend lineair, je kunt de elementen niet om de horizontale as draaien (niet draaien, hoewel je dat echt wilt). Het is mogelijk om de horizontaal direct na de aansluiting waterpas te stellen als er een afwijking wordt opgemerkt.

We repareren zodat het lassen van polypropyleen buizen betrouwbaar is
- Bij het aansluiten moet je veel moeite doen. Dezelfde kracht wordt enkele seconden aangehouden (in de tabel in de kolom "lastijd").
- Nadat de opgegeven tijd is verstreken, stoppen we met drukken en kan de verbinding enkele minuten niet worden verstoord (in de tabel de kolom "afkoeltijd"). Daarna kunnen we aannemen dat het solderen van de polypropyleen buis voorbij is. U kunt doorgaan naar de volgende naad.


Een opmerking: inspecteer onmiddellijk na het lassen de tips op de soldeerbout. Als er materiaalresten achterblijven, verwijder deze dan met een zachte, pluisvrije, vervagingsvrije (witte) doek. Je kunt het plastic niet op de soldeerbout laten liggen - het volgende fragment blijft plakken, het zal moeilijk zijn om het eraf te scheuren. U kunt de spuitmonden niet met schuurmiddelen reinigen - ze hebben een teflon-coating, ze zijn gemakkelijk bekrast. En zelfs microscopisch kleine krasjes zullen ertoe leiden dat het fragment op de soldeerbout (ijzer) blijft plakken.
Overigens is het beter om in katoenen handschoenen te werken - er zullen minder brandwonden zijn.
Voordat het systeem in gebruik wordt genomen, moet het worden gecontroleerd. Dit gebeurt door middel van krimpen. Wat het is en hoe u het moet doen, leest u hier.
Lay-out van polypropyleen buizen
Polypropyleen buizen worden gebruikt voor het installeren van een kam van koud of warm water, verwarming. De keuze van de diameter is in elk geval individueel - het hangt af van het volume vloeistof dat per tijdseenheid moet worden gepompt, de vereiste snelheid van zijn beweging (formule op de foto).
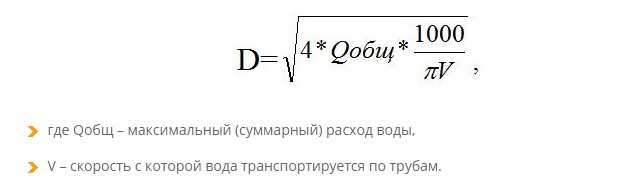
De formule voor het berekenen van de diameter van polypropyleen
Berekening van buisdiameters voor verwarmingssystemen is een apart onderwerp (het is noodzakelijk om de diameter na elke aftakking te bepalen), voor waterleidingen is alles eenvoudiger. In appartementen en huizen worden voor deze doeleinden buizen met een diameter van 16 mm tot 30 mm gebruikt, en de meest populaire zijn 20 mm en 25 mm.
We tellen fittingen
Na het bepalen van de diameter, wordt de totale lengte van de pijpleiding in aanmerking genomen, afhankelijk van de structuur worden bovendien fittingen gekocht. Met de lengte van buizen is alles relatief eenvoudig - u meet de lengte, voegt ongeveer 20% toe aan de fout en mogelijke defecten in het werk. Een leidingschema is vereist om te bepalen welke fittingen nodig zijn. Teken het met alle kranen en apparaten waarmee u verbinding wilt maken.

Een voorbeeld van het bedraden van polypropyleen buizen in een badkamer
Om verbinding te maken met veel apparaten is een overgang naar metaal vereist. Er zijn ook dergelijke polypropyleen fittingen. Ze hebben aan de ene kant een messing schroefdraad en aan de andere kant een normale soldeerfitting. U moet onmiddellijk kijken naar de diameter van het mondstuk van het aangesloten apparaat en het type schroefdraad dat op de fitting moet zitten (intern of extern). Om u niet te vergissen, is het beter om alles op het diagram te noteren - boven de tak waar deze fitting zal worden geïnstalleerd.
Verder wordt volgens het schema rekening gehouden met het aantal "T" - en "L" -vormige verbindingen. T-shirts en hoekstukken worden voor hen gekocht. Er zijn ook kruisen, maar die worden zelden gebruikt. De hoeken zijn trouwens niet alleen op 90 °. Er zijn 45 °, 120 ° elk. Vergeet de koppelingen niet - dit zijn fittingen voor het verbinden van twee buissecties. Vergeet niet dat polypropyleenbuizen volledig niet-elastisch zijn en niet buigen, daarom gebeurt elke draai met fittingen.
Spreek bij de aankoop van materialen met de verkoper af over de mogelijkheid om een deel van het beslag te vervangen of te retourneren. Problemen doen zich meestal niet voor, aangezien zelfs professionals niet altijd direct het juiste assortiment producten kunnen bepalen. Bovendien is het tijdens het installatieproces soms nodig om de structuur van de pijpleiding te wijzigen, wat betekent dat de set fittingen verandert.
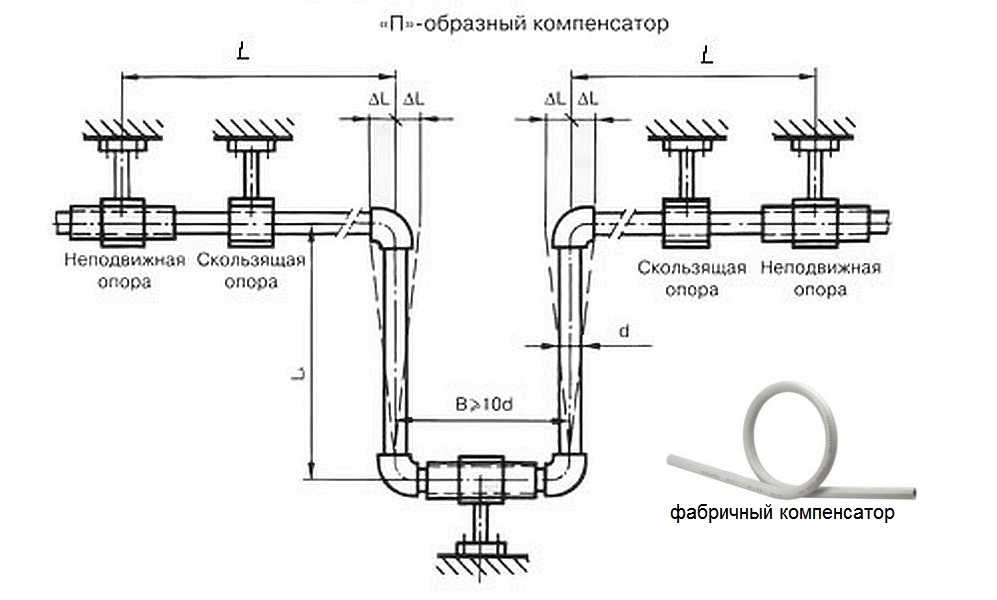
Compensator voor warmwatervoorziening en verwarming gemaakt van polypropyleen buizen
Polypropyleen heeft een vrij significante thermische uitzettingscoëfficiënt. Als er een polypropyleen warmwatervoorziening of verwarmingssysteem wordt geïnstalleerd, is het nodig om een uitzettingsvoeg te maken, waarmee het verlengen of inkorten van de leiding wordt geëgaliseerd. Het kan een in de fabriek gemaakte uitzettingsvoeglus zijn, of een uitzettingsvoeg die volgens het schema is samengesteld uit afwerkingen en stukken buizen (hierboven afgebeeld).
Legmethoden
Er zijn twee manieren om polypropyleen buizen te installeren - open (langs de muur) en gesloten - in groeven in de muur of in de dekvloer. Aan de muur of in de groef zijn polypropyleen buizen bevestigd aan cliphouders. Ze zijn enkelvoudig - voor het leggen van één buis zijn er dubbele - wanneer twee takken parallel lopen. Ze worden bevestigd op een afstand van 50-70 cm De buis wordt eenvoudig in de clip gestoken en vastgehouden door de elastische kracht.

Bevestiging van polypropyleen buizen aan muren
Bij het leggen in een dekvloer, als het een warme vloer is, worden de buizen aan het wapeningsnet bevestigd; er is geen andere extra bevestiging vereist. Als de leidingen naar de radiatoren monolithisch zijn, hoeven de leidingen niet te worden bevestigd. Ze zijn stijf, hun positie verandert niet, zelfs niet als ze gevuld zijn met koelvloeistof.

De mogelijkheid van verborgen en externe bedrading in één pijpleiding (achter de badkamer werd de bedrading open gemaakt - minder werk)
Nuances solderen
Het proces van het lassen van polypropyleen buizen zelf, zoals je hebt gezien, laat niet veel werk achter, maar er zijn veel subtiliteiten. Het is bijvoorbeeld niet duidelijk hoe bij het verbinden van buizen de profielen zo worden aangebracht dat de buizen precies de benodigde lengte hebben.
Een ander punt van het lassen van polypropyleen buizen is solderen op moeilijk bereikbare plaatsen. Het is niet altijd mogelijk om aan beide kanten een pijp en een fitting op de soldeerbout te plaatsen. We solderen bijvoorbeeld in de hoek. De soldeerbout moet je in de hoek steken, aan de ene kant rust het mondstuk direct op de muur, je kunt de fitting er niet overheen trekken. In dit geval wordt een tweede set nozzles met dezelfde diameter geplaatst en wordt de fitting daarop verwarmd.
Hoe polypropyleen buizen te solderen op een moeilijk bereikbare plaats
Hoe u overschakelt van een ijzeren pijp naar polypropyleen.









